トロコイド切削マクロその6 送り速度再補正
トロコイド切削マクロその5 円弧切削時の送り速度補正で円弧切削時の速度補正をかけたが、実際に運用すると、パス半径が刃物半径より小さいような円弧が小さい状態で送り速度が極端に遅くなる。これでは時間もかかるし、摩擦負荷ばかり上がってよろしくない。刃物の負荷は余裕があるようなので、低速側の速度をかさ上げしてみた。
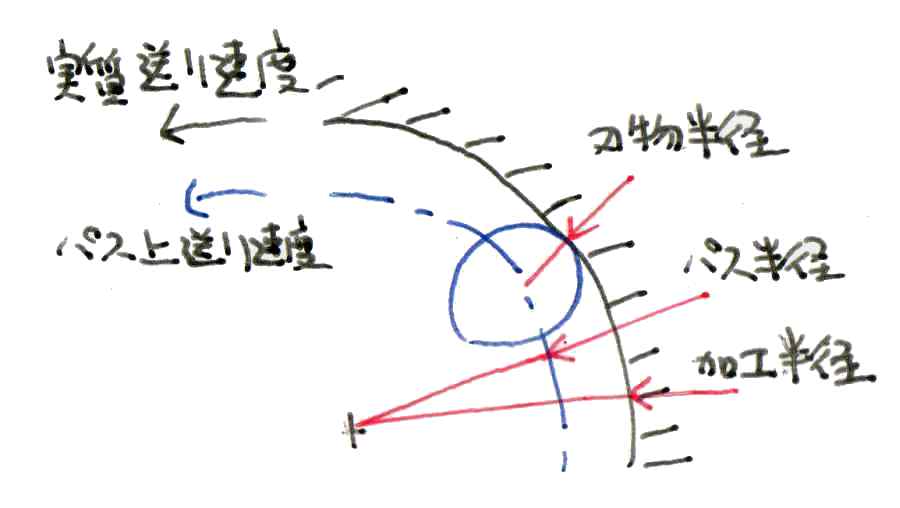
式で書くと

F:補正後送り速度 F0:元の送り速度 Rp:パス半径 Rc:刃物半径 C:かさ上げ係数
かさ上げ係数というのもなんか変ないいかただが、、
グラフにするとこんな感じ。
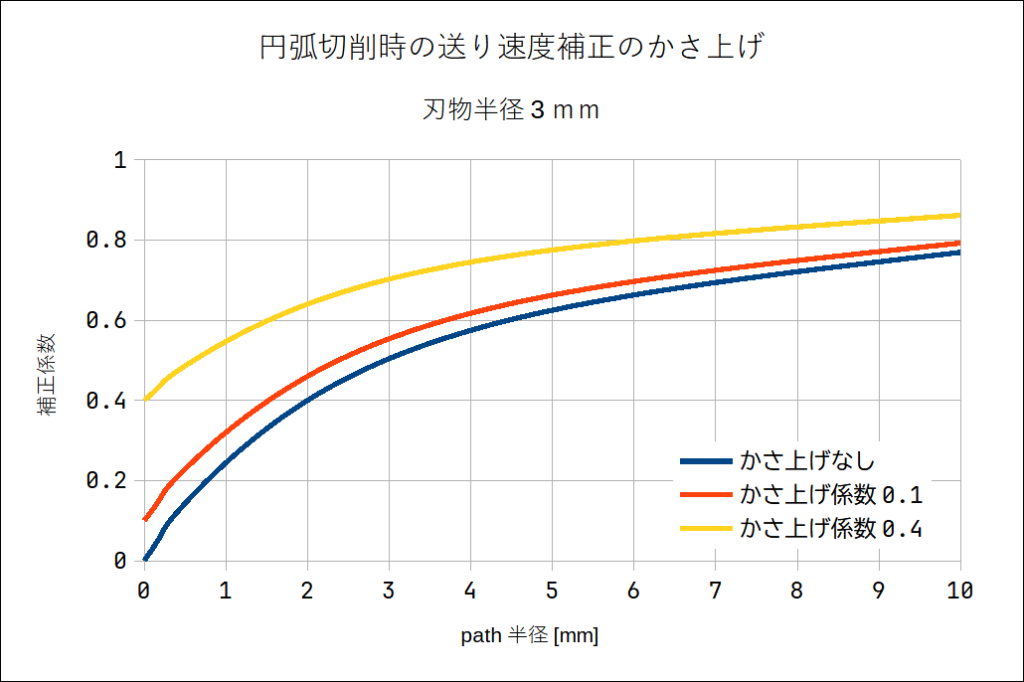
加工半径の小さい側が持ち上がって、path半径0でも補正係数が0にならないことがわかる。かさ上げ係数を振りながら実際に切削しながら具合のよいところをさぐって、とりあえず0.1とした。
先日のトロコイド切削マクロでは、F[#2012*#3001/[#3001+#3003]]をF[#2012*[0.9*#3001/[#3001+#3003]+0.1]]に入れ替える形。
まあ、当たらずとも遠からず、という感じ。切削環境が変われば最適値も変わると思う。理論値で決められればいいんだが。