トロコイド切削マクロその1 G01用
特に鉄系素材を削る時のエンドミルの持ちが極端に悪い。現象としては刃先のチッピングが早期に出る。基本的にはフライスの剛性不足と、回転数が上がらないことによる切削速度の不足、が原因なのだが、このままではつらい。観察していて気付いたのは溝切削が苦手。例えば、Φ6エンドミル、切り込み2mm、F200程度で走らせると、数センチで切削温度がぐっと上がってくる。(キリコがの色が銀→薄茶色→濃い茶色→青色)キリコが青くなるころにはチッピングが発生。切り込みを0.5mm程度に落としてもあまり変わらない。
切削パスの溝切削の部分をトロコイドパスに変えれば全部ダウンカットにできてよさそうだなー、ということで、マクロを書いてみたので、順次解説する。まずは直線の場合。Gコードの文法はmach3。
※いわずもなが、ではありますが、下記コードを流用する場合、内容を理解して、必要に応じて実行する環境にあわせて修正してください。このコードを使ってどんな事故が起きても責任は持てません。
(Trochoid-G01-Path KUBOTAENGINNERING 2022/03/02) G17 G54 G40 G49 G80 G90 G21 M3 S2500 G92X0Y0Z20.000 (**********parameter**********) #3001=0.6(R) #3002=0.8(Pitch) #2011=150.(Torchoid-G01-feed) #2012=[#2011] (############G01-path############) G00Z0.1 G01Z-2.0 F50 #3101= 0.0(Xa) #3102= 0.0(Ya) #3103= 10.0(Xb) #3104= 10.0(Yb) M98P5 #3101= 10.0(Xa) #3102= 10.0(Ya) #3103= 20.0(Xb) #3104= 0.0(Yb) M98P5 G00Z20.000 G00X0Y0 M09 M05 M30 O5(***trochoid G01***) #1301=SQRT[[#3103-#3101]**2+[#3104-#3102]**2](L) #1302=FUP[#1301/#3002](n) #1303=[[#3102-#3104]/#1301](RCX) #1304=[[#3103-#3101]/#1301](RCY) #1107=[#1303*#3001](It) #1108=[#1304*#3001](Jt) #1505=1(counter) M98P6L#1302 M99 O6(****trochoid-G01-path****) #1101=[#3101+[[#3103-#3101]/#1302*#1505]](Xi) #1102=[#3102+[[#3104-#3102]/#1302*#1505]](Yi) #1103=[#1101-#1303*#3001](Xsi) #1104=[#1102-#1304*#3001](Ysi) #1105=[#1101+#1303*#3001](Xei) #1106=[#1102+#1304*#3001](Yei) G01 X#1103 Y#1104 F#2011 G03 X#1105 Y#1106 I#1107 J#1108 F#2012 #1505=[#1505+1] M99 %
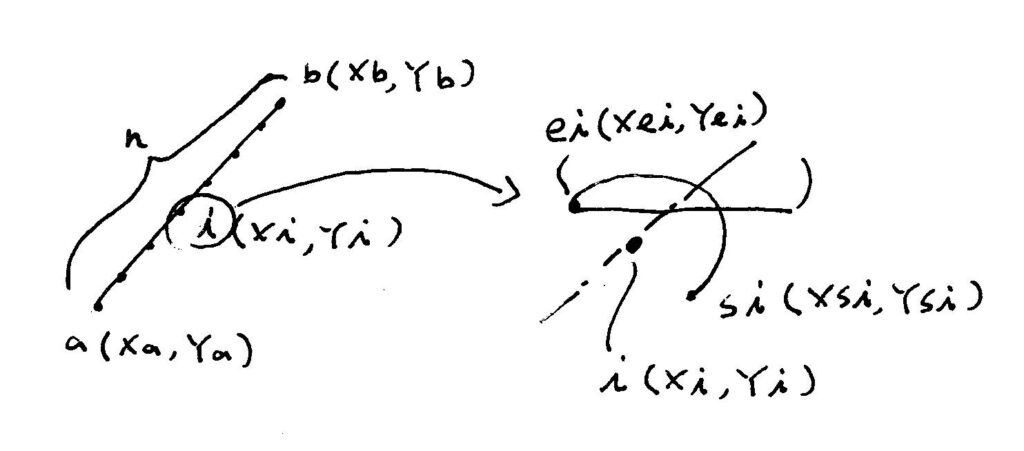
始点座標Xa,Ya、終点座標Xb,Ybから距離Lを計算して、Pitchから分割数nを計算。直交単位ベクトルRCX、RCYとR(トロコイドpathの半径)からG03のIとJを計算。後はステップ毎に円中心Xi、Yiを計算して、I,Jから始点Xsi,Ysi、終点Xei、Yeiを計算する構造。
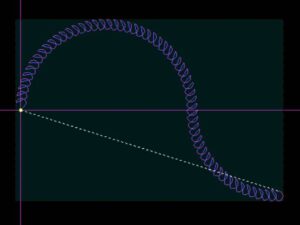
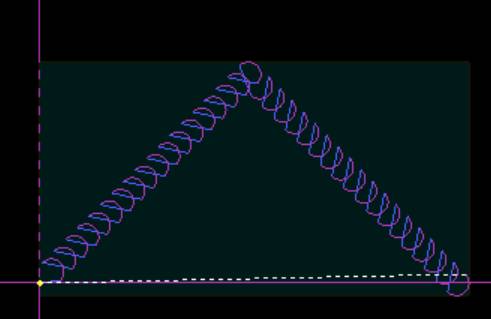
生成されるツールパスはこんな感じ。
次回は円弧の場合、のつもり。これは少々ややこしい。