フライスボールねじ化 その3 バックラッシ調整
ボールねじのバックラッシが問題になることは設計段階で予想していたので、調整できる構造は仕込んであった。無しで行ければそれに越したことはない、と思っていたけど、そんなに甘くはなかった。
構造は簡単。フランジを削って溝を掘ったボールねじを作って追加、ねじ込み加減で予圧調整して爪で固定。

ボールナットの加工は、先ず分解して、グラインダーでざっとフランジを削り落とす。

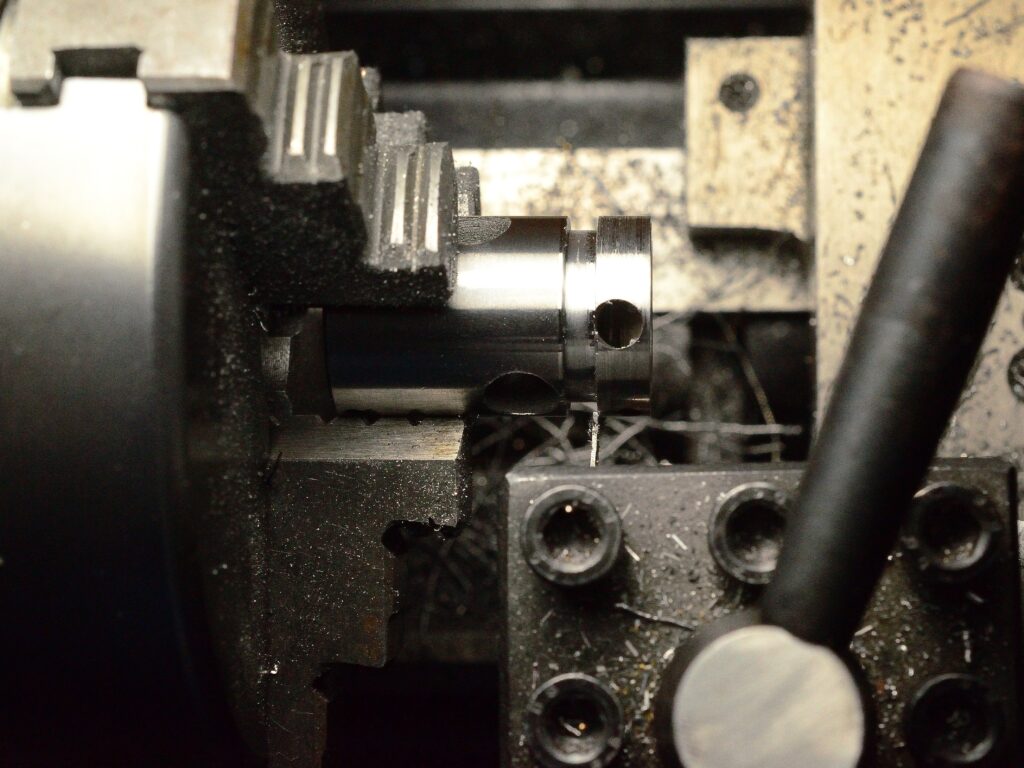
旋盤に咥えて外周、溝入れ。硬いけど、超硬なら削れる。
洗って組立。

爪はこんな形。

この構造で調整後、バックラッシはX軸、Y軸共に0.015mm程度。予圧が強すぎても増える。予圧がかかってガタは無いので、ヒステリシス、というべきか?このレベルではベアリング穴を円弧切削で掘れるレベルまではいかないけど、制御プログラムのバックラッシ補正は外してもいいかな。(これが重要。象限が変わるときにいちいち止まらないので、トロコイド切削のように細かく向きを変えて動くのがかなり早くなるし、止まったときのビビりがなくなるので刃物寿命にも良い。)
リードが元の2mmから4mmに増えて、摩擦負荷はボール化で大幅に下がったので、送り速度は随分上げられるようになった。脱調限界からちょっと下げて、とりあえずF3000とした。この時のモータのステップレートは2500PPS。ステッピングモータはステップレートを上げるとトルクが下がるので、今のモータ(Orientalmotor PKP268)と電源電圧(36V)ではこの辺がいいところか。送り速度は上げられるようになったとはいえ、主軸回転数も剛性も変わらないので、切削速度を上げられるわけではなく、G00速度が上がっただけだが、位置決めがちゃっと動くのは見ていて気分がいい。
一方で、位置分解能はフルステップとして4/200=0.02mm。一応8分割マイクロステップで動かしているが、マイクロステップの位置精度はあてにならないし。これで足りているのか、よくわからない。まあしばらくこれで動かしてみる。