トロコイド切削マクロその5 円弧切削時の送り速度補正
その4の条件で部品数点削ったが、どうも切り込みが深いとエンドミル刃先のチッピングがでる。ちょっと送りが高いかなーと考えてて気が付いた。
パスの半径が刃物径に対して小さいから、送り速度に刃物径補正をかけないと送りが想定より極端に高い。
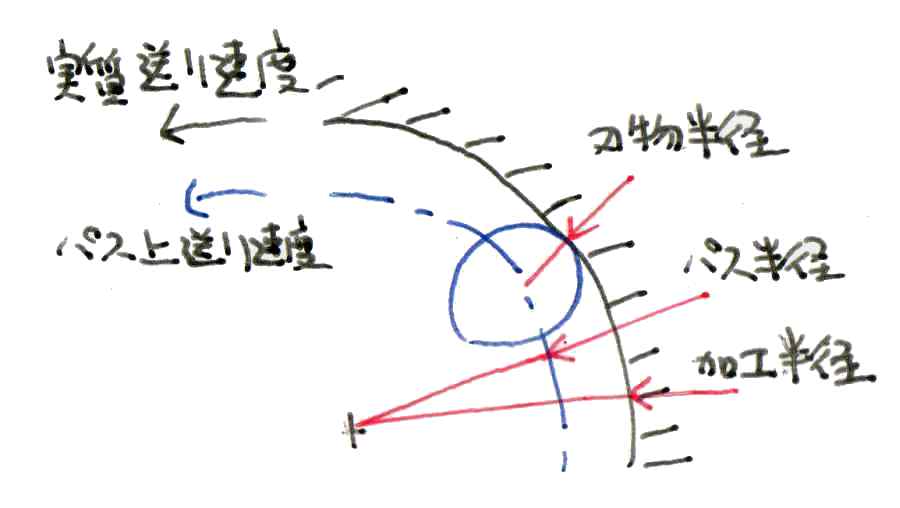
円弧切削時の実質送り速度=パス上送り速度x加工半径/加工パス半径
速度倍率=円弧切削時の実質送り速度/パス上送り速度=加工半径/加工パス半径
となるので、例えば工具半径3mm、加工パス半径0.4mmとすると、速度倍率は(3+0.4)/0.4=8.5倍 となる。
おっと、F300のつもりでいたら実質F2550、1刃送りなら4枚刃2500rpmとして300/2500/4=0.03mmのつもりが実際には0.255mm、ということになる。これでは厳しかろう。
前回のマクロに刃物半径パラメータ#3003(RCutter)を追加して
(**********trochoid parameter**********)
#3001=0.8(R) #3002=0.6(Pitch) #3003=3(RCutter for F-hosei add at VerA3)
#2011=300.(Torchoid-G01-feed) #2012=500.(Torchoid-G03-feed)
F値に速度倍率の逆数を掛けて補正した。
O5(***trochoid G01_A3***) #1301=SQRT[[#3103-#3101]**2+[#3104-#3102]**2](L) #1302=[FUP[#1301/#3002]](n ) #1303=[[#3102-#3104]/#1301](RCX) #1304=[[#3103-#3101]/#1301](RCY) #1107=[#1303*#3001](It) #1108=[#1304*#3001](Jt) #1505=0(counter Old:1 RevA2) G01 X#3101 Y#3102 F#2011 (add at A2) M98P6L[#1302+1](+1 AddAtA2) G01 X#3103 Y#3104 F9999 (add at A2) M99 O6(****trochoid-G01-path_A3****) #1101=[#3101+[[#3103-#3101]/#1302*#1505]](Xi) #1102=[#3102+[[#3104-#3102]/#1302*#1505]](Yi) #1103=[#1101-#1303*#3001](Xsi) #1104=[#1102-#1304*#3001](Ysi) #1105=[#1101+#1303*#3001](Xei) #1106=[#1102+#1304*#3001](Yei) G01 X#1103 Y#1104 F#2011 G03 X#1105 Y#1106 I#1107 J#1108 F[#2012*#3001/[#3001+#3003]](F-hosei at VerA3) G01 X#1103Y#1104 F9999 (add at A2) #1505=[#1505+1] M99 O7(***trochoid-G02G03_A3***) #1206=SQRT[[#3105]**2+[#3106]**2](Rc) #1207=FUP[[0-#3105]/10000.](Xaflag +:1 0,-:0) #1208=FUP[[0-#3106]/10000.](Yaflag +:1 0,-:0) #1211=[ASIN[ROUND[[0-#3106]/#1206*1000]/1000]*#1207*#1208](ThetaA1) #1212=[[180-ASIN[ROUND[[0-#3106]/#1206*1000]/1000]]*[1-#1207]](ThetaA23) #1213=[[360+ASIN[ROUND[[0-#3106]/#1206*1000]/1000]]*#1207*[1-#1208]](ThetaA4) #1201=[#1211+#1212+#1213](ThetaA) #1220=ASIN[ROUND[[#3104-#3102-#3106]/#1206*1000]/1000] (ThetaB_BASE) #1209=FUP[[#3103-#3101-#3105]/10000.](Xbflag +:1 0,-:0) #1210=FUP[[#3104-#3102-#3106]/10000.](Ybflag +:1 0,-:0) #1221=[#1220*#1209*#1210](ThetaB1) #1222=[[180-#1220]*[1-#1209]](ThetaB23) #1223=[[360+#1220]*#1209*[1-#1210]](ThetaB4) #1202=[#1221+#1222+#1223](ThetaB) #1214=FUP[[#1206-#3002/2]/10000] (P/2<Rc:1 P/2>=Rc:0) #1203=[2*ASIN[ROUND[#3002*#1214/2/#1206*1000]/1000]+[180*ABS[#1214-1]]](ThetaPkari) #1215=[[#1202-#1201]/ABS[#1202-#1201]](a-b_DIRECTION a<b:+1 a>b:-1) #1216=[[ABS[#1202-#1201]*[#3107*#1215/2+0.5]]+[360-ABS[#1202-#1201]]*[#3107*#1215/-2+0.5]](ThetaAB) #1204=[FUP[ABS[#1216]/#1203]](n) #1205=[ABS[#1216]/#1204*#3107](STEP-ThetaP) #1505=[#1201](Theta-start Old:#1201+#1205 RevA2) G01 X#3101 Y#3102 F#2011 (add at A2) M98P8L[#1204+1] (+1 AddAtA2) G01 X#3103 Y#3104 F9999 (add at A2) M99 O8(****trochoid-G02G03-path_A3****) #1231=[#3101+#3105+#1206*COS[#1505]](Xi) #1232=[#3102+#3106+#1206*SIN[#1505]](Yi) #1303=[[#1231-#3101-#3105]/#1206] (RCX) #1304=[[#1232-#3102-#3106]/#1206] (RCY) #1107=[#1303*#3001*#3107*-1] (It) #1108=[#1304*#3001*#3107*-1] (Jt) #1103=[#1231+#3107*#1303*#3001](Xsi) #1104=[#1232+#3107*#1304*#3001](Ysi) #1105=[#1231-#3107*#1303*#3001](Xei) #1106=[#1232-#3107*#1304*#3001](Yei) G01 X#1103 Y#1104 F#2011 G03 X#1105 Y#1106 I#1107 J#1108 F[#2012*#3001/[#3001+#3003]](F-hosei at VerA3) G01 X#1103Y#1104 F9999 (add at A2) #1505=[#1505+#1205] M99
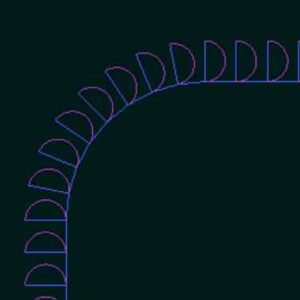
修正したマクロ VerA3を使って削ってみた。
加工条件は、材質:S50C エンドミル:OSG AE-VML6 主軸回転数:2500rpm パス半径R0.3 円弧ピッチP0.6 軸方向切り込みAp7.8 直線送りF300 実質円弧送りF500
前VerA2と比べると円弧部分の速度がぐっと遅くなって、チッピングは発生しなくなったようだ。切削負荷が下がった分、軸方向切り込みを増やせるようになったが、やはり遅い。パス半径R0.3 円弧ピッチP0.6 直線送りF300 実質円弧送りF500として100mm削るのに4分21秒。つまり実質F23程度。VerA2ではパス半径R0.3 円弧ピッチP0.6 直線送りF300 パス上円弧送りF300として100mm削るのに1分7秒、実質F90程度だったので、もう少し速度を上げたい。元が無理をしていたので仕方ない部分はあるが。しばらく使いながらパラメータを追い込んでみることにする。
“トロコイド切削マクロその5 円弧切削時の送り速度補正” に対して1件のコメントがあります。