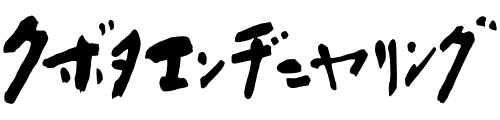
左切削ヨーク
右切削ヨークを組み込んだ20KO試作機が、乗ってみてことのほか調子が良かったので、ライダーの大ちゃんが、左もやろうよ、という。やっぱり彼のようにバックにねじるような負荷を強く掛けるタイプのライダーの場合、剛性はできるだけあった方が反応が良くて楽しいようだ。フルサスの場合、ハードテールと違って剛性が高くてもネガティブな反応が出にくいので、がんばって固めた方がよいみたい。(全体のバランスはあるが。)
いやあれ削るの大変なんだよ、と言いつつ、構造解析をつつきまわすと、質量を増やさずにねじり剛性をあと6%くらい上積みできるようだ。右と合わせると、パイプ曲げのチェンステイと比較して、約14%UPできる計算。(前フレームと合わせた全体で)ビルダーの修さんは左チェンステイ根元の曲げ加工がなくなるのでウエルカムと言ってるし、(MTBのチェンステイ前側の曲げ加工は寸法管理を含め結構手間がかかる)左に残ってた板ガセットがなくなると塗装も楽になるし、まあやってみようかな、と。せっかくなので、右ヨークもなるべく削りやすいように形状をチューニングしてセットで試作したのがこれ。
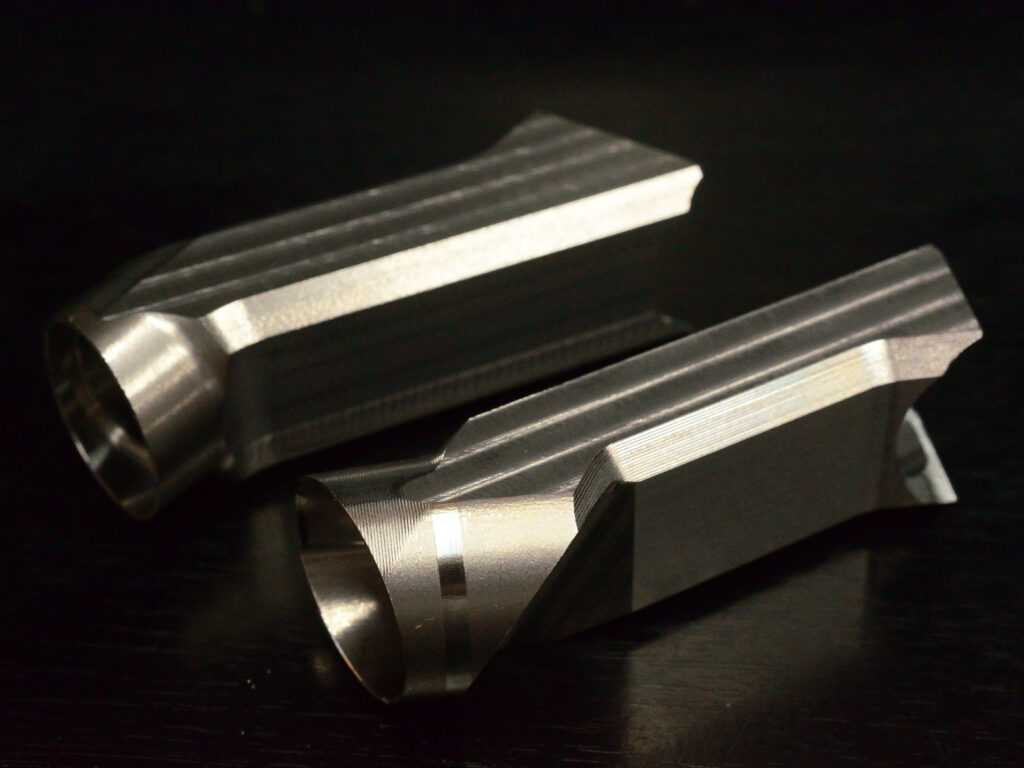


今回、角穴深堀り用に、刃物もインデキサブル(刃先だけ交換できる)のΦ10xR1ラジアスエンドミルを新調。ホルダーは首下を逃がしたいので、スチールのΦ10ストレートのものを旋盤でセンター支持してダイヤモンドやすりでΦ9.8くらいまで研ぎ落した。直径の絶対値はアバウトでよいが、場所によってばらつきが出るとチャック剛性が落ちてビビりの原因になるだろうから、マイクロメータで測りながら加工。直径の不同が約2/1000くらい。(マイクロメータはアナログで1/100目盛だが。)
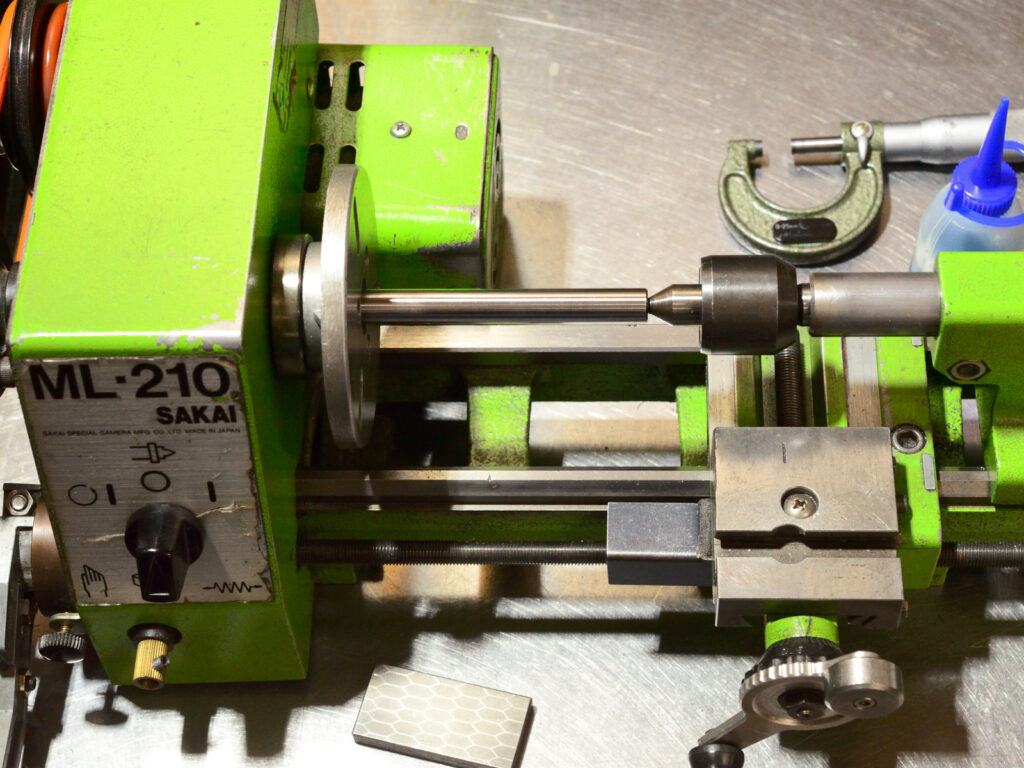
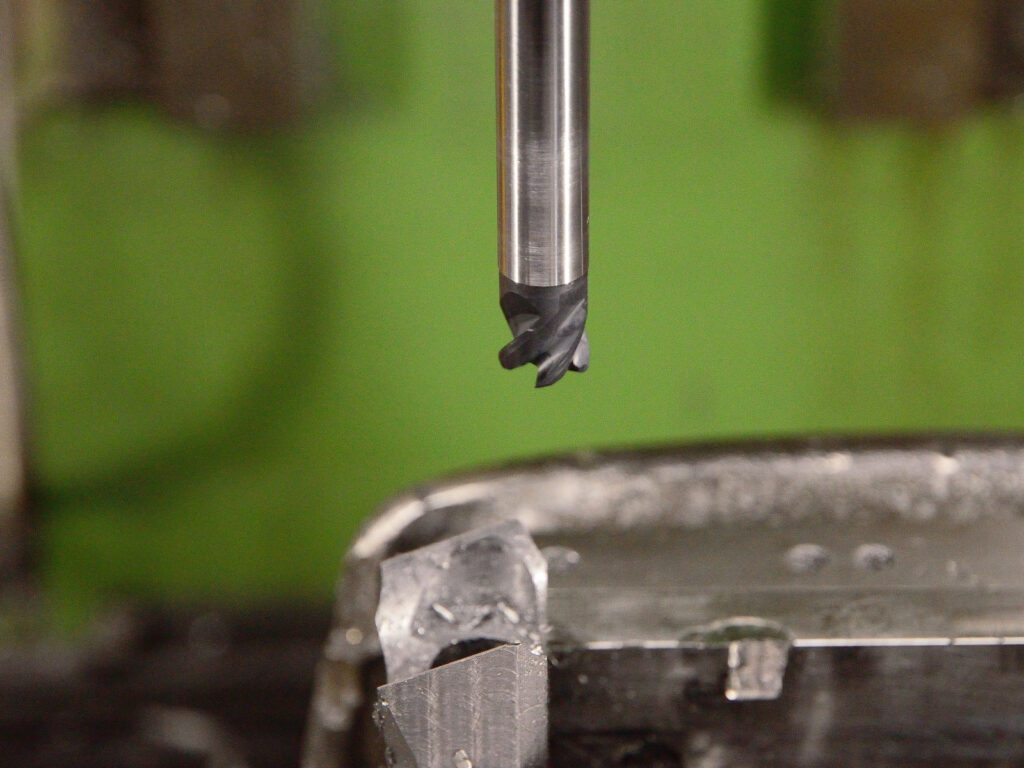
ホルダーの突き出しが長いのでゆっくり送るとビビるから、送り速め、切り込み少な目で。条件を追い込んで、まあいい感じで削れるようになった。(動画は8倍速)
20KO量産初ロットとしては部品修正はここまで。この仕様で最終版として試乗車をこしらえようと思います。

